We all know that dynamic processing technology can be used when roughing to improve processing efficiency. So in the more time-consuming finishing process, is there any way to continue to improve processing efficiency?
The purpose of finishing is to ensure the final dimensional accuracy and surface quality of the workpiece. To improve the efficiency of finishing, it is necessary to consider the two aspects of finishing surface quality and finishing time.
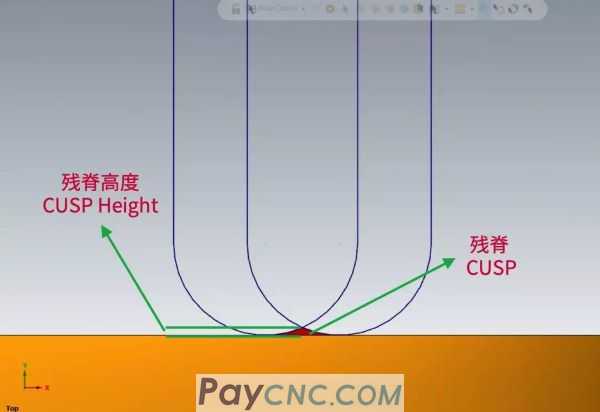
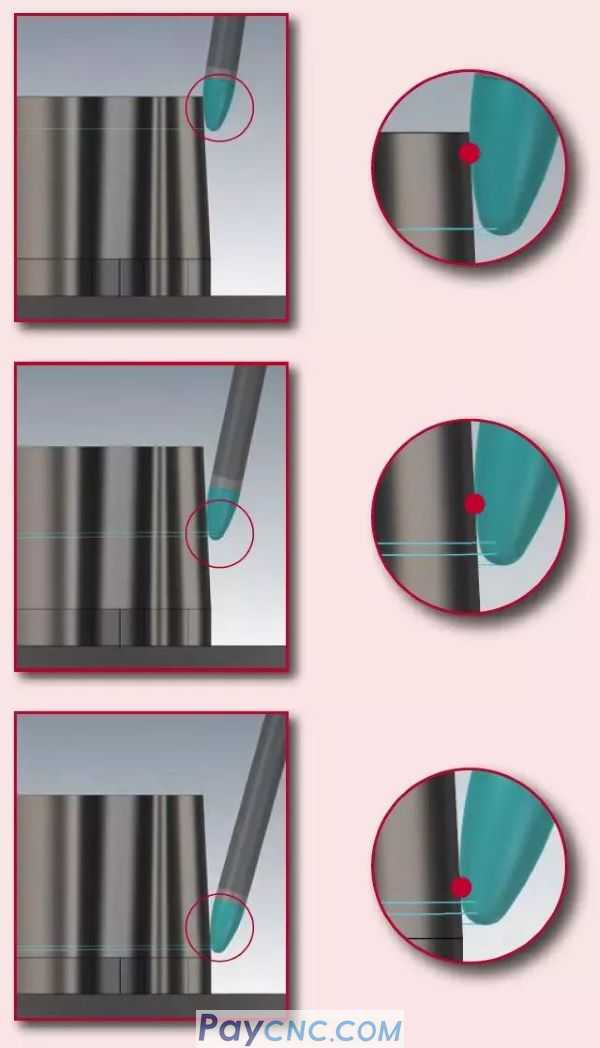
First, let's analyze the surface quality of finishing. The surface quality largely depends on the height of the residual ridge left after processing.
What is the spine height?
The height of the residual ridge refers to the maximum height of the convex part of the residual material after the tool passes through two adjacent tool paths during processing.
How to reduce the height of the residual ridge?
One feasible method is to reduce the step over and reduce the distance between adjacent tool paths. But this means increasing the number and density of tool paths per unit area and increasing the time for finishing. Therefore, in 3D surface finishing, everyone will feel that there is a dilemma between "surface quality" and "processing time".
Better surface quality = longer processing time
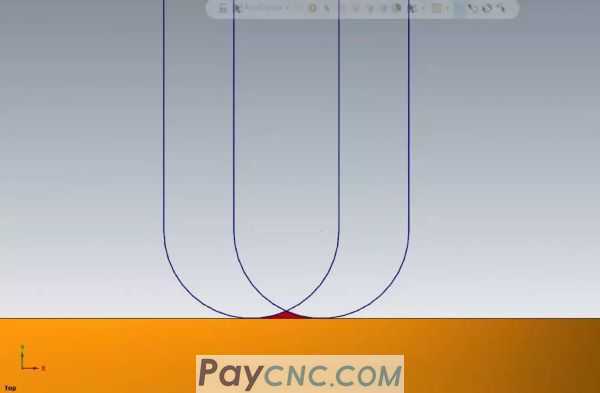
Another feasible method is to use a larger tool. Because the larger the tool radius, the greater the arc at the contact point when it comes into contact with the material. Under the same toolpath density, the height of the residual ridge obtained is about small.
for example:
Use a 10mm ball knife with a step of 4mm
Generated ridge height: 0.432mm
Using a 25mm ball knife, the step distance is also set to 4mm
Generated ridge height: 0.152mm
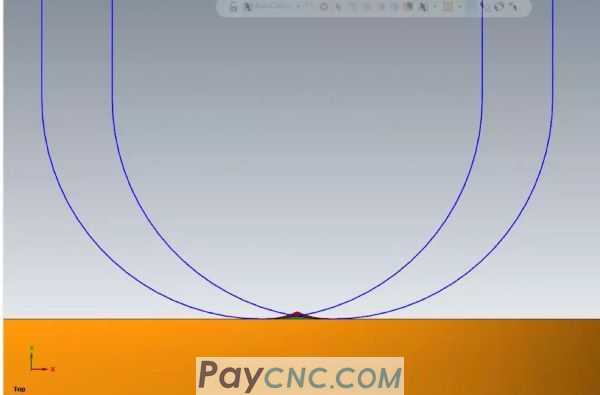
Two tools of different sizes, using the same step distance, contrast the residual ridge height.
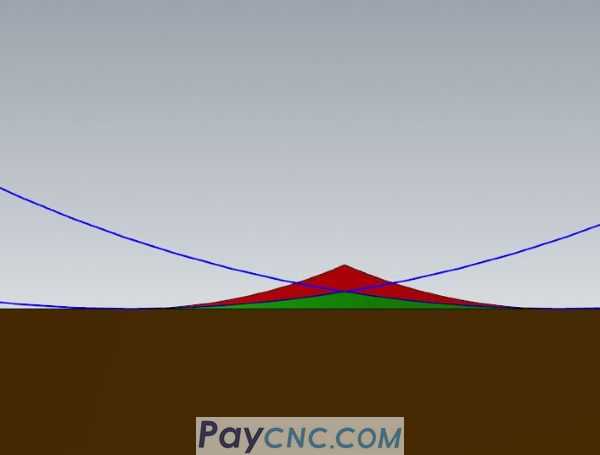
Using a tool with a larger arc can reduce the height of the residual ridge.
Use a large radius tool or a small radius tool?
Using a tool with a large radius can reduce the height of the residual ridge and achieve a better surface quality. But a new problem has emerged: many workpieces need to be finished with narrow gaps, and they cannot be processed with large radius tools.

The advantages of large radius tool finishing:
1
Smaller stump height
2
Shorter cycle time
Disadvantages of large radius tool finishing:
1
No small gap area can be processed
2
Easy to interfere, complicated to program

Advantages of small radius tool finishing:
1
Easy to program
2
Can be processed into small gap areas
Disadvantages of finishing with small radius tools:
1
To achieve better surface quality, you need to reduce the step distance and increase the toolpath density
2
Longer processing time
Is there a way to integrate the advantages of the two and avoid their disadvantages?
The answer is: yes.
A careful analysis of the formation process of the residual ridge height reveals that the residual ridge height is actually related to the arc radius of the contact point between the tool and the material, and has little to do with the tool radius itself. If you only increase the arc radius of the effective machining part of the tool while keeping the size of the tool body radius unchanged, you may be able to achieve the two purposes of improving the surface quality and shortening the finishing time at the same time.
In fact, some tool manufacturers have begun research in this area, and have introduced a variety of large radius arc tools suitable for different processing scenarios.
 
Take the taper form (Taper Form) large radius arc milling cutter as an example, the effective machining radian of the tool is used for finishing, and the residual ridge height left is equivalent to the residual ridge height left by a ball cutter with a diameter of 187 times.
With a 16mm taper type large arc milling cutter, the finished surface quality completed in the same distance and the same time is equivalent to the surface quality achieved with a ball cutter with a diameter of nearly 3000mm (3 meters).
Can I start machining with a tool?
As mentioned earlier, changing the shape of the tool, increasing the radian of the contact point between the tool and the material during processing, and reducing the height of the residual ridge left by the finishing process can greatly reduce the number and density of tool paths required in the finishing area. The processing time is greatly reduced and the production efficiency is improved.
But there is a new problem again: the shape of the effective machining radian on this type of large arc milling cutter is complex, and the tool path must be compensated based on the complex shape of the tool to make the large arc of the tool fit accurately. The processing position meets the requirements of surface quality in finishing. How should such a tool path be programmed?

This requires the support of CAM software in programming. At the stage when the concept of arc-shaped tools was just put forward, Mastercam began to cooperate with tool manufacturers and was deeply involved in the development of arc-shaped tools. Since 2016, the support of large arc tools has been added to Mastercam. And in the subsequent release of Mastercam 2018, the CAM programming solution for this new finishing concept: Accelerated Finishing ™ super string finishing technology was officially launched.

Mastercam's Accelerated Finishing TM super-string finishing technology is a programming solution for efficient finishing using circular arc tools. It can dynamically compensate the tool contact points in the machining process based on the shape of the tool and through a special tool path algorithm for large arc tools of various shapes. The shape of the arc tool can be fully utilized for high-precision and efficient finishing.
In this case:
Process 1
If using a ball knife, finishing time: 30 minutes
Using arc cutter combined with superstring finishing technology, finishing time: 3 minutes
Process 2
If using a ball knife, finishing time: 60 minutes
Using arc cutter combined with superstring finishing technology, finishing time: 4 minutes
Overall finishing time saved by 93%
Arc cutting tools and superstring finishing technology have been widely used in aerospace, medical, automotive, energy, mold and other industries because of their revolutionary improvement in finishing efficiency.

Mastercam's Accelerated Finishing TM super-string finishing technology supports various machining methods from 3-axis to 5-axis linkage, and supports various shapes of arc cutters that respond to various features.
  |
 |
| Products Catalogue | Home | About Us | Retrofit | Download | News | Tech Support | Contact Us | |
|
|
|