 In order to ensure the safe operation of CNC machine tools, the linear axis of the machine tool is usually provided with two protection "defense lines": soft limit (parameter setting limit) and hard limit (travel switch limit). When users use CNC machine tools for processing, due to the variety of workpiece types and sizes, "limit alarms" often occur during processing. This fault is one of the common machine tool faults. The following describes the software limit adjustment method of GSK988TD system in detail:
01 When the system has a software limit alarm, as shown in Figure 1, the system displays the "Z-axis negative travel limit 1" alarm. At this time, you need to switch to the manual mode to move the Z-axis square and move out of the limit alarm area. Press the reset key again to clear the alarm.

02 When setting or modifying software limit parameters, first modify the original software limit parameter values of the system. The modification method is as follows:
Press the system [Setting] to enter the parameter switch interface and turn on the parameter switch, as shown in Figure 2.
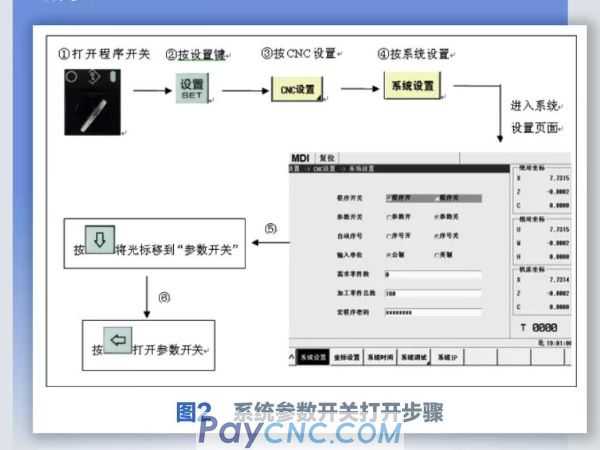
Note: After turning on the parameter switch, the system generates alarm No. 400. Press the reset key to clear the alarm.
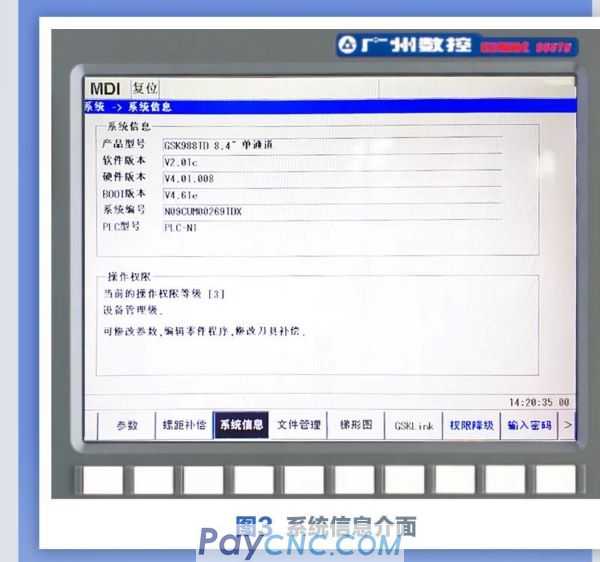
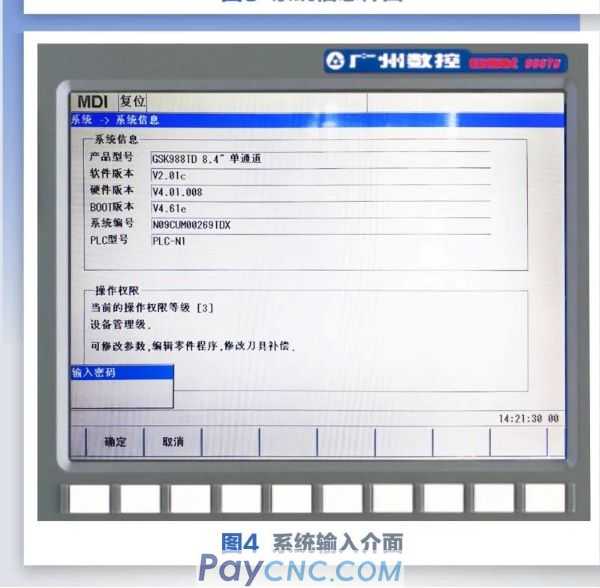
Press the [System] key on the panel, and then press [System Information] below the system screen film (as shown in Figure 3), press the "Enter Password" word on the bottom right of the system screen film to enter the password interface, and enter the three-level password "12345" (as shown in Figure 3) 4).
After entering the password, press the [System] key to enter the parameter interface. Press "Find parameter number" under the screen and enter "1320" to find the parameter NO1320 (positive direction boundary coordinate value of each axis stored stroke detection 1), (as shown in the figure) 5); Change the X / Z axis value of this parameter to "99999999". After modification, move the cursor to parameter NO1321 (negative direction boundary coordinate value of each axis stored stroke detection 1), and change this parameter X / The Z axis values are all changed to "-99999999".

After the modification is completed, switch back to the zero mode and return the machine tool axes to the machine zero ([Machine zero return] press the axis direction keys to return the machine to zero). After each axis returns to the machine zero, use the wheels to move the X / Z axis respectively To the maximum travel position in the positive or negative direction or to set the software limit position and record the machine coordinate value at that position (as shown in Figure 6).

The system switches to the "entry / MDI" mode. Press the "System" key to enter the parameter interface. Press "Find Parameter Number" under the screen to enter "1320". If you find parameter NO 1320 / parameter NO 1321, the X / Z will be recorded. Enter the parameter NO 1320 / parameter NO 1321 respectively for the positive and negative axis soft limit machine tool coordinate values. After the modification is completed, press the "Save key" to make the modification effective.
GSK other CNC lathe system software limit setting parameter position
The software limit setting methods of other GSK CNC lathe systems are similar. They are set based on the machine tool coordinate values. For the specific setting method, refer to the software limit setting method above:
(1) GSK980TDC is set in parameters P45 ~ P46
(2) GSK980TDi is set in parameters P46 ~ P47
(3) GSK980TC3 is set in parameters P66 ~ P69
(4) GSK980TB3 is set in parameters P46 ~ P49
(5) GSK928TEa is set in parameters P15 ~ P18
03 The troubleshooting methods and related examples of common soft limit over-process faults of CNC machine tools are summarized by our long-term practice in teaching practice and part production, and they have been proved to be feasible and economically proven in production And social benefits. Through the above steps, you can quickly solve the system software limit problem. It should be noted that the soft limit cannot exceed the range of the hard limit. |
 |
| Products Catalogue | Home | About Us | Retrofit | Download | News | Tech Support | Contact Us | |
|
|
|