When a customer uses the FANUC system for mold processing, there are problems such as precision, poor finish, and the presence of tool marks. Our company has actually processed and debugged this problem.
The current problems in the accuracy of processing molds are as follows:

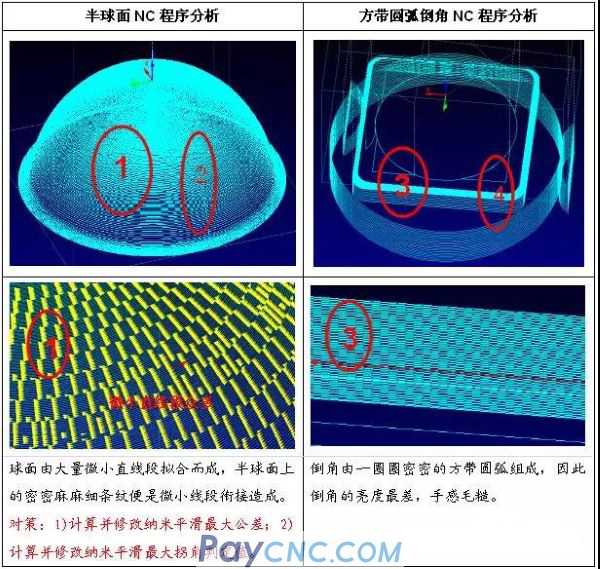
1. Hemispherical spherical surface accuracy
Spherical finish is not bright enough, looks rough
There are dense and small stripes on the sphere
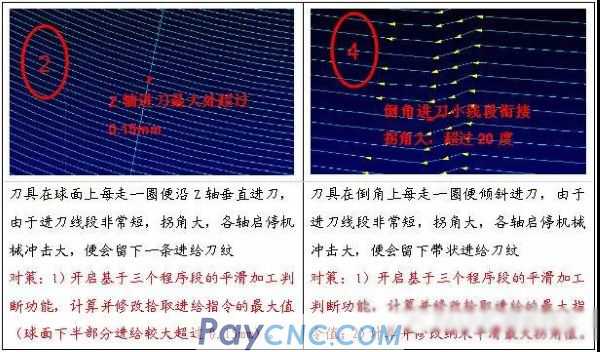
Overcut in quadrant position
2. Chamfer accuracy
The chamfer finish is not bright enough
Tool marks at the feed position
3. The accuracy of the cylinder
Overcut in quadrant position
There are small circles on the circumference of the cylinder
Resolution process:
Optimization of mold machining accuracy of vertical machining center
is mainly developed from the following three aspects:
● Servo optimization
● CMR expanded tenfold
● Nano smoothing
From the perspective of effect, servo optimization is the foundation, CMR expansion is a tenfold assist, and nano-smoothing is the most effective method. The debugging process of this mold precision optimization is explained as follows:
One
Servo optimization can eliminate quadrant over-cutting and improve spherical finish (below)
Servo optimization process:
1. Frequency response optimization
2. G00 and G01 TCMD test optimization
3. Circular quadrant optimization
4. Optimization of corner accuracy

1. Hemispherical spherical surface accuracy
Spherical finish is not bright enough (improved)
There are dense and small stripes on the sphere
Overcut in quadrant position (solved)
2. Chamfer accuracy
The chamfer finish is not bright enough
Band marks on the feed position
3. The accuracy of the cylinder
Overcut in quadrant position (solved)
There are small circles on the circumference of the cylinder
CMR expansion ten times can refine stripes and improve surface finish
1. Hemispherical spherical surface accuracy
Spherical finish is not bright enough (improved)
There are dense and small streaks on the sphere (improved)
Overcut in quadrant position (solved)
2. Chamfer accuracy
The chamfer finish is not bright enough (improved)
Band marks on the feed position
3. The accuracy of the cylinder
Overcut in quadrant position (solved)
There are small circles on the circumference of the cylinder (improved)
CMR expansion ten times method:
Setting the CMR expansion ten times actually reduces the servo detection unit to one-tenth of the original one. For example, if the detection unit on the servo side is usually 1um, if the CMR is expanded ten times, the detection unit on the servo side will be changed to 0.1um. To achieve the effect of thinning stripes and improving the surface finish.
It should be noted that, because the detection unit on the servo side is changed, in addition to adjusting the CMR parameters, other parameters related to position control also need to be changed accordingly. For the detailed parameter list, please refer to the "FANUC Servo Motor Parameter Manual".
Nano smoothing function debugging
◆Confirm whether the nano-smoothing function is effective
0i-MD AI contourl II A02B-0320-S808 1148#0
JERK control A02B-0320-S678 1127#6
NANO smoothing A02B-0320-S687 1219#4
Note: The 0i-MD system also needs to expand the CMR ten times for nanosmoothing to be most effective.
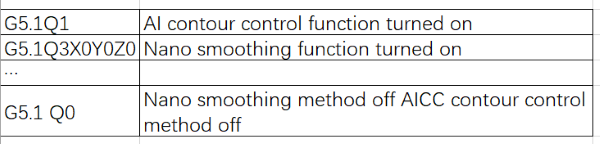
The format of Nanosmooth is as follows:
.jpg)
Note: If G43, G44, G49 exist in the block between G5.1Q3 and G5.1Q0, PS0343 alarm will appear.
Whether nanosmoothing is effective can be confirmed by the diagnosis number 5000 (0 when the program command block without nanosmoothing).
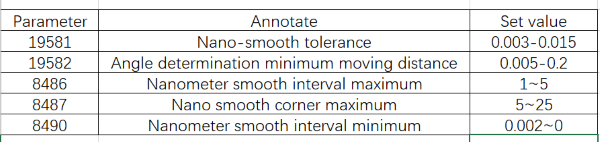
◆Set nano smoothing parameters
●Specify the nano-smoothing tolerance (NO.19581), and the small blocks within the tolerance range are smoothed.
●In the nano-smooth machining mode, when the interval of command points (block length) is longer than the parameter (NO.8486) or shorter than the parameter (NO. 8490), the nano-smooth machining mode is canceled at the starting point of the block.
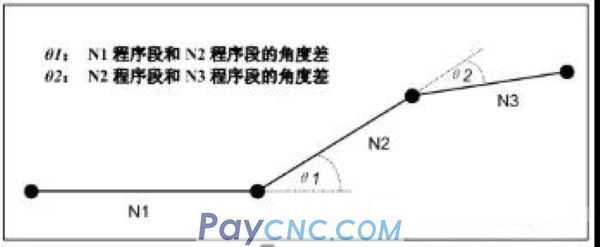
●Corner judgment, when the angle difference between blocks is greater than the value set by parameter 8487, the corner will not be smoothed.

If you want to ignore the small blocks created by the calculation error of CAM and make a smooth connection, you can set the minimum movement distance based on the angle difference judgment in the parameter (NO.19582).
According to the above, modify the parameters related to nanosmoothing (table below). The obtained processing effect is as shown in the figure below. It can be seen that the fine stripes on the top of the spherical surface disappear, but the fine stripes in the middle and lower parts of the spherical surface have been improved but cannot be completely eliminated, and the tool marks at the feed position of the chamfer have not been completely eliminated.
1. Hemispherical spherical surface accuracy
Spherical finish is not bright enough (improved)
There are dense and small streaks on the sphere (improved)
Overcut in quadrant position (solved)
2. Chamfer accuracy
The chamfer finish is not bright enough (improved)
Band-shaped knife marks at the feed position (unresolved)
3. The accuracy of the cylinder
Overcut in quadrant position (solved)
There are small circles on the circumference of the cylinder (solved)
◆Analyze the mold processing program and readjust the nano-smoothing related parameters
Based on the analysis of the above NC processing of mold processing, the calculations have obtained: the maximum tolerance value of nano-smoothing exceeds 0.01mm, the maximum command value of picking feed exceeds 0.15mm, the maximum value of nano-smooth spacing points exceeds 4mm, and the maximum value of nano-smooth corners exceeds 20 degrees ; According to the calculation results, adjust the nano-smoothing related parameters (the following table) for trial processing, and the mold processing effect (below) is very satisfactory. Among them: the dense small stripes on the spherical surface disappeared, and the cutting marks at the chamfer disappeared.
1. Hemispherical spherical surface accuracy
Spherical finish is not bright enough (solved)
There are dense and small stripes on the sphere (solved)
Overcut in quadrant position (solved)
2. Chamfer accuracy
The chamfer finish is not bright enough (solved)
Banded knife marks at the feed position (solved)
3. The accuracy of the cylinder
Overcut in quadrant position (solved)
There are small circles on the circumference of the cylinder (solved)
|
 |
| Products Catalogue | Home | About Us | Retrofit | Download | News | Tech Support | Contact Us | |
|
|
|