Cyclone milling is a high-speed milling thread device matched with a precision lathe. Thread processing method of milling the thread from the workpiece with a cemented carbide forming knife mounted on a high-speed rotating cutter head. Because of its high milling speed (speed reaches 400m/min), the machining efficiency is fast, and compressed air is used for chip removal cooling. During the machining process, the cutting spatter is named like whirlwind-whirlwind milling.
Cyclone milling can achieve dry cutting, heavy-duty cutting, difficult-to-machine materials and ultra-high-speed cutting, with low power consumption. The surface roughness can reach Ra0.8μm. The turning speed of the lathe spindle is slow, so the machine tool has high motion accuracy and good dynamic stability. It is an advanced thread processing method.
The cutting forms of cyclone milling are divided into:
1. Inner cut
2. External cutting
Cyclone milling can process parts types:
1. Bone screw and spine screw
2. Thread
3. Screw
4. Worm
5. Screw parts

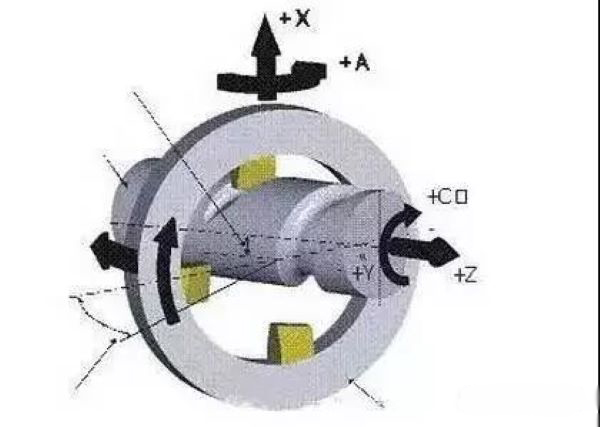
Cyclone milling needs to complete five machining movements during the machining process:
1. The cutter head drives the cemented carbide forming cutter to rotate at high speed (main motion)
2. The lathe spindle drives the workpiece to rotate slowly (auxiliary movement)
3. Cyclone milling moves along the workpiece axis according to the workpiece pitch or lead (feed motion)
4. Cyclone milling is carried out in the radial movement (cutting movement) driven by the carriage in the lathe
5. Cyclone milling also has the freedom to adjust the spiral angle within a certain angle range (rotational movement)
The advantages of whirlwind milling thread cutting:
1. The processing efficiency is high, which can be increased several times or even more than ten times than the traditional processing efficiency;
2. The product is formed with one knife, no need to retract the tool for eccentric cutting, and the machining accuracy is high;
3. Without changing the structure of the lathe, the spiral angle can be adjusted, the installation is convenient, and the cost of investing in the special machine equipment is saved;
4. The surface roughness can reach Ra0.8 microns, and the processing accuracy is improved by 2 levels;
5. The axial feed of the lathe is slow, easy to operate, and the professional skills of the workers can be reduced.
Realization of cyclone milling:
1. Special cyclone milling machine: Although this method has high precision and a wide processing range, it requires huge investment in special equipment; and the flexibility is poor, and it cannot complete a series of other processing procedures such as subsequent turning, milling and drilling, etc. After the advent of the rotary cutter milling tool holder of the walk-through machine, this special machine mode has been completely eliminated in the fields of processing small worms and miniature screws of bone screws;
2. Ordinary lathe + cyclone milling cutter seat: This method is a transformation method adopted in China. The investment is small but relatively low-end. It can only process large screws and other parts, and cannot process micro-parts such as bone screws and has limited accuracy;
3. Japan's Tsugami walking machine + cyclone milling cutter base: This method only needs to install a cyclone milling cutter base on the Tsugami walking machine, which has high precision, CNC automatic processing, a wide processing range and does not require the purchase of special machine tools, investment Less, high efficiency; and can complete a series of other processing procedures such as turning, milling and drilling, can achieve unattended and efficient processing; is the most advanced processing solution for components such as bone screws and small worms!
1 Parts processing requirements
The part is a screw wheel with adjustable spanner to adjust the opening width. The material is 20-gauge round steel. There is a certain roughness requirement on the side of the tooth. The cutting part needs to be chamfered. The middle pin hole must have a good coaxiality with the outer cylindrical surface Otherwise, the adjustment will not be flexible or even stuck. In order to facilitate the thumb to hold the dial, the surface must have straight knurling parallel to the axis line.
2 Analysis and comparison of processing technology
The turning process of the screw was originally processed by turning. The process route is: cold drawing → knurling → threading → correction → drilling → cutting → chamfering. Not only is the efficiency low and the cost is high, but due to the low rigidity of the small round steel, turning and knurling It is easy to be deformed, and small screw wheels can not be produced. For this reason, we designed a cyclone milling screw equipment, which not only increased the speed from about 1000r/min recognized by experience to more than 2000r/min, but also knurled the milling wire at one time. Its technological route becomes: cold drawing → knurling, milling wire → correction → drilling, cutting → chamfering. Although whirlwind milling causes large deformation of small-diameter workpieces (the deformation of large-diameter parts is small), but correction is also easy. The improved process has the following characteristics:
The surface roughness value decreases:
Reduced vibration caused by cutting force:
The cumulative error of small-diameter workpiece pitch has increased to some extent.
3 Structural design
The equipment is modified by a lathe, the workpiece rotates, and the cutter head and knurling tool holder move. Go away from the lathe tool holder, install a milling head and a self-made follower holder on the slide plate, install the knurling cutter on the follower holder, and the follower holder is placed in front of the milling cutter disk. The left end of the workpiece is clamped with a chuck, and the right end is removed from the tailstock. A bracket with a longer hollow tube is installed, so that a long raw material can be clamped at a time (equivalent to more than twice the length of a milling), and the milled part is cut off and processed. Reduce end-use waste.
In the special design, the smooth rod drives the lead screw to rotate in the nut. The left end of the lead screw is equipped with a spring chuck. The workpiece rotates and feeds to the left. Both the smooth rod and the lead screw are processed with hollow tubes (to reduce waste of end materials). Because the middle suspension is long, you can consider using an auxiliary bracket to hold it up.
Clamping device for knurling cutter. The two designs of the knurling cutter device are the same, but the connection between the support frame and the machine tool is different. Process a hole on the support frame, mill the slot and through hole across the center line of the hole across the machining part: the width of the slot is the same width as the knurled shank, the depth is the same height as the tool shank, and the bottom of the slot is perpendicular to the bottom of the slot A narrow slot is milled to facilitate the flow of fine iron scraps extruded by the knurling and prevent the knurling wheel from jamming and clamping. The knurling knife is pressed with a quick-change cover, and the screw with a torx handle tightens the knurling knife handle. The round steel is knurled after passing through the guide sleeve, and then is milled at high speed to achieve two processes at once. The guide sleeve is made of tool steel by quenching and tempering, and an opening is milled on the guide sleeve, and the length is flat with the end surface of the bracket. The positioning pin hole of the guide sleeve, the assembly screw and the bracket are matched, and it is necessary to ensure that the opening is facing the center line of the groove.
4 Things to keep in mind
The material must be regular round steel, otherwise the surface of the workpiece is prone to form scales, etc., the milling cutter is easy to break and crack, and the knurling cutter wears out quickly:
When processing and assembling, the knurling knife must be moved easily in the groove without causing too much gap. If the gap is too large, the hob wheel is inclined during work, the pattern rolled out is uneven, and it is also easily damaged:
The platen should close the knurling knife as much as possible to prevent swarf and debris from splashing into it:
Do not lubricate the cooling knurling knife during work to prevent the damage of the carbide blade close to it:
Turn on the lathe first, let the workpiece rotate, and then tighten the screw to prevent excessive static friction and slippage of the workpiece:
Selection of well-made knurling knives to reduce the number of tool changes:
Dismantle the quick-change cover regularly and clean the knife slot.
|
 |
| Products Catalogue | Home | About Us | Retrofit | Download | News | Tech Support | Contact Us | |
|
|
|