Primero el problema
Al girar los hilos en un torno CNC, a menudo se encuentran con estos problemas: (1) El cortahilos está dañado a la mitad del hilo. (2) Quiero cambiar una herramienta de torneado de precisión de alta velocidad con una herramienta de acabado de hilo. (3) Retire el carro roscado y vuelva a medirlo, y descubra que la profundidad no es suficiente. Cuando nos enfrentamos a estos mismos problemas, a menudo estamos indefensos, porque después de cambiar la herramienta o volver a sujetar la pieza de trabajo, el cortador de hilo es difícil de alinear con la ranura espiral original, la posición inicial no es precisa y los dientes siempre están desordenados. .
2. El principio de tornear hilo en torno CNC
Para resolver estos problemas, primero debemos comprender el principio de la rosca de torneado de torno CNC. Para completar el corte del hilo, la pieza de trabajo debe girarse con precisión una vuelta, y la herramienta alimenta un cable. Para lograr esto, se instala un codificador de husillo en el torno CNC. Use su pulso sincrónico como señal de control de corte del punto de giro de la herramienta de torneado
El número de pulsos dados al servomotor tiene una relación correspondiente con la velocidad del husillo. Sin embargo, no existe una conexión mecánica directa entre la rotación del husillo del torno CNC y el movimiento de alimentación. Por lo tanto, al reinstalar la herramienta o sujetar la pieza de trabajo nuevamente, no es tan fácil hacer que la punta de la herramienta corte a lo largo de la ranura espiral original.
3. Medidas de prevención existentes
En la actualidad, cuando se utilizan tornos CNC para tornear roscas en empresas, la mayoría de ellos utiliza una máquina herramienta para tornear. Se utilizan tanto grueso como fino: un cuchillo y la misma velocidad. Si el cuchillo se rompe en el medio, no quite la barra del cuchillo y cambie directamente la hoja para evitar dientes desordenados. Pero si el coche rudo. Las dos herramientas de torneado fino se giran por separado o las piezas se vuelven a sujetar, lo que provoca el problema de los dientes desordenados.
Cuarto, la solución al problema.
Si la herramienta se daña durante el enhebrado o si desea cambiar una herramienta de torneado fino para terminar el hilo. Luego, después de instalar la nueva cuchilla, simplemente reajuste la cuchilla. Agregue WeChat: Yuki7557 envía una copia del tutorial del programa macro. Al configurar la herramienta, la dirección x es más fácil de alinear. La clave es la dirección z. Muchas personas mueven la punta de la herramienta hacia la cara final de la pieza de trabajo para sentir la herramienta, como se muestra en la figura (1). El índice de error de configuración de la herramienta
Los autos grandes y ásperos están bien. Los autos refinados no funcionarán. Aquí, te presentaré un método. Puede usar la plantilla de ángulo existente o una plantilla hecha por usted mismo, como se muestra en la Figura (2). Mida con precisión la distancia de L en la figura.
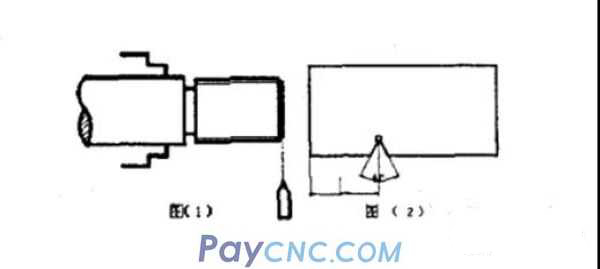
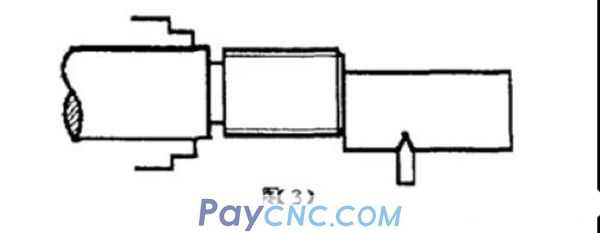
Al configurar la herramienta, como se muestra en (3). El modelo se apoya contra la cara final de la pieza de trabajo. Mueva el cuchillo a la esquina interior del modelo. Luego ingrese la fuerza Z al valor de compensación de herramienta L en el sistema. Este método de configuración de herramientas tiene alta precisión y es adecuado para la configuración de herramientas de precisión.
2) Reparación de lotes individuales o pequeños de piezas roscadas
Si las partes roscadas se retiran después de que el automóvil está terminado, se descubre que la profundidad de los dientes no es suficiente y debe repararse con una nueva sujeción. En primer lugar, para resolver el problema de los golpes después del reensamblaje, puede hacer una manga abierta para eliminar el error de golpes. Creo que la mayoría de la gente conoce este método y no volverá a hablar sobre él. El resto es resolver el problema de que el cuchillo corta a lo largo de la ranura espiral original para evitar dientes desordenados. Este problema está bien resuelto en tornos ordinarios. Pero es más difícil en los autos CNC. El método utilizado por muchas personas se muestra en la Figura (4).

Después de alinear la cuchilla, deje que la cuchilla no toque las piezas y pase el hilo a una velocidad lenta sin el programa de mecanizado. La distancia L desde la punta de la malla hasta la ranura en espiral, y luego repare la posición del punto de inicio de corte del hilo en el programa. Deje que se desplace desde el punto A original por una distancia L hasta el punto B. Luego repita el proceso anterior, agregue WeChat: Yuki7557 para enviar un tutorial de macro programa, modifique la distancia L. Tan repetidamente. Hasta que la punta del cuchillo corta la ranura del hilo. Este método requiere un ajuste constante de la distancia de L. Muy lento. De hecho, podemos resolver estos diez problemas modificando ligeramente el programa original. Simplemente cambie la longitud del hilo en el programa a aproximadamente 2 mm. La pieza de trabajo está sujeta. Después de alinear la herramienta de torneado, transfiera el programa. Gire un cuchillo con hilos muy cortos y poco profundos. Encuentre la posición inicial del hilo en la cara final, como se muestra en la figura (5).
Suponga que la posición inicial del hilo del carro recién girado está en el punto 2, y la posición inicial del hilo original está en el punto l. Dibuje una línea AB en el plato a lo largo del punto 2 y luego suelte las mordazas. Gire la parte desde el primer punto hasta el segundo punto contra la línea de marcado AB. Si la pieza de trabajo se mueve axialmente durante la rotación, el cortador de hilo debe realinearse en la dirección z.
Sujete la pieza de trabajo y cambie la longitud del hilo en el programa al valor original. Ejecute el programa para probar el corte una vez, observe el error y ajuste el punto de inicio del corte de hilo de acuerdo con el error. En cuanto al corte del hilo desde el segundo punto en este momento, debido a que es muy corto, puede eliminarse mediante chaflán. Este método es mucho más rápido y más preciso que el anterior. El paso clave es rotar la parte del punto 1 al punto 2 con precisión.
Si hay un pequeño número de piezas roscadas que necesitan reparación, podemos usar el programa original para volver a hacer un hilo, averiguar la posición inicial del hilo, dibujar una línea en el portabrocas para marcar y usar el método anterior. reparar.
3) Reparación de grandes cantidades de piezas de tornillo
Si hay una gran cantidad de piezas de tornillo, deben repararse. Debe resolverse mediante un método rápido, simple y preciso. He resumido un método en la práctica para que todos lo discutan.
|
 |
| Products Catalogue | Home | About Us | Retrofit | Download | News | Tech Support | Contact Us | |
|
|
|